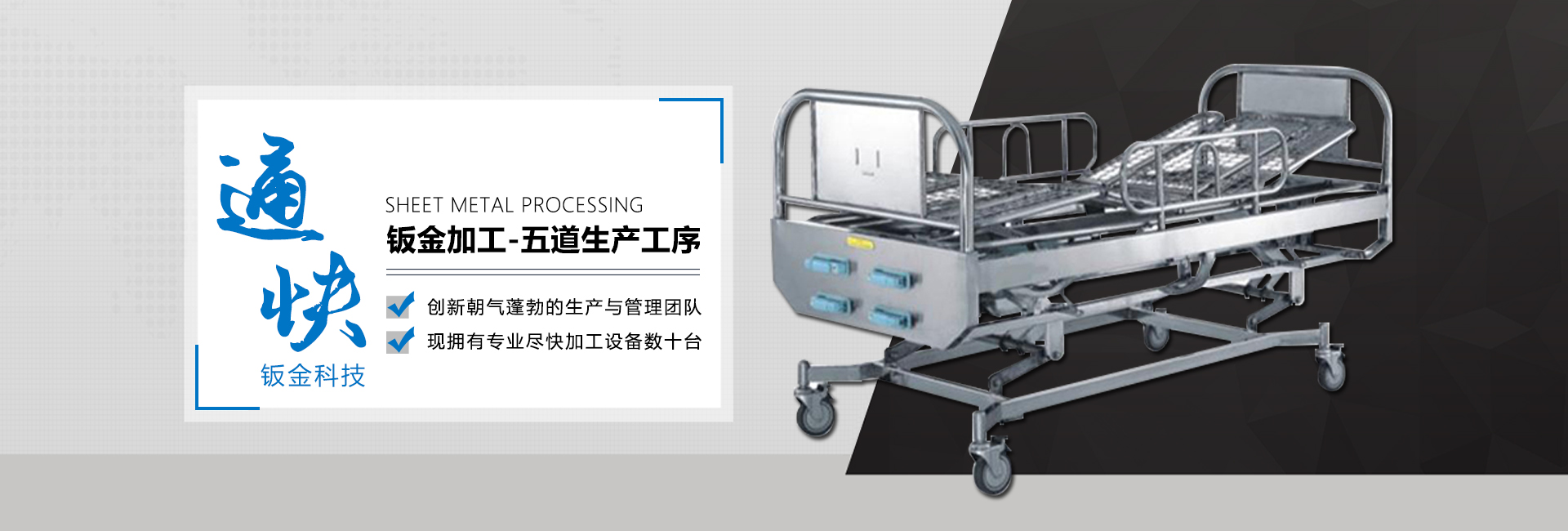











鈑金加工工藝
展開注意事項,展開圖是依據零件圖(3D)展開的平面圖(2D)
1、抽牙、壓鉚、撕裂、沖凸點(包),等位置方向,畫出剖視圖
2、核對材質,板厚,以板厚公差
3、特殊角度,折彎角內半徑(一般R=0.5)要試折而定展開
4、有易出錯(相似不對稱)的地方應重點提示
5、尺寸較多的地方要加放大圖
6、需噴涂保護地方須表示。


鈑金加工中的重要工序,合肥鈑金加工,粉末靜電噴涂
粉末靜電噴涂的優點
粉末涂膜性能好、堅固耐用
粉末涂料可以利用常溫不溶于溶劑的樹脂,或利用不易溶解而無法液體涂料化的高分子樹脂來制造具有各種功能的涂膜。
且粉末涂料在制造或形成涂膜時,精密鈑金加工多少錢,沒有溶劑加入和放出,不銹鋼鈑金加工多少錢,不易形成貫通涂膜的孔,可以得到致密的涂膜。與油漆涂膜相比,粉末涂膜更加堅固耐用。

鈑金加工中壓死邊的工藝和展開計算方法
1:鈑金加工壓死邊需進行兩次折彎加工,首先利用30o尖刀與插深V槽折彎30o~45o,然后再利用壓平模壓平,工業鈑金加工價格,不同材料板厚壓死邊的范圍:0.5≤T≤2.0
2:壓死邊的長度(L)與材料厚度、插深V槽有關,當0.5≤T≤1.5選用V6插深槽,Lmin≥5T+R(即Lmin≥6);當2.0≤T≤2.5選用V10插深槽,Lmin≥5T+R(即Lmin≥9);以上兩者的死邊長度Lmax≤14mm


 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


